
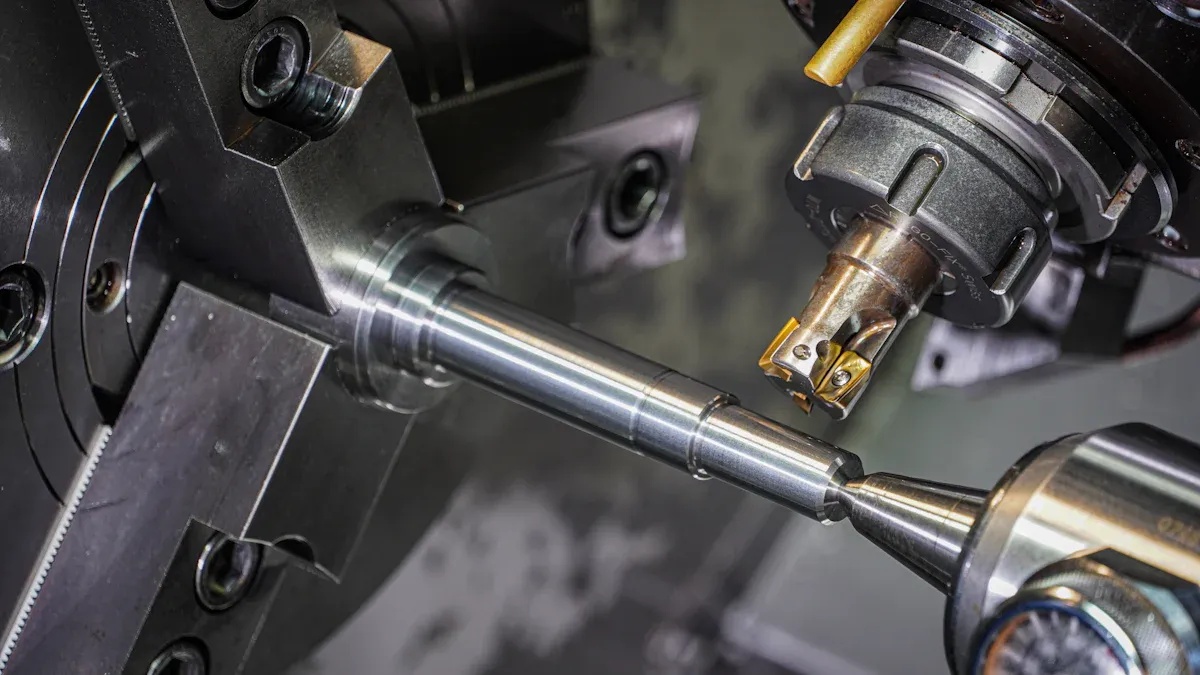
जेव्हा तुम्ही वापरल्या जाणाऱ्या कास्ट अॅल्युमिनियम भागांकडे पाहता तेव्हाऑटोमोबाईल or दूरसंचारउद्योगांमध्ये, तुम्हाला गुळगुळीत, निर्दोष फिनिश हवे आहे. सीएनसी मशीनिंग तुम्हाला ती धार देते. ते खडबडीत, कास्ट नसलेले पृष्ठभाग घेते आणि त्यांना गुळगुळीत आणि अचूक बनवते. फक्त फरक तपासा:
| प्रक्रिया | सामान्य पृष्ठभाग समाप्त (Ra) |
|---|---|
| डाय कास्टिंग | १२५-३०० मायक्रोइंच |
| सीएनसी मशीनिंग | १६-१२५ मायक्रोइंच |
| वाळू कास्टिंग | २५०-९०० मायक्रोइंच |
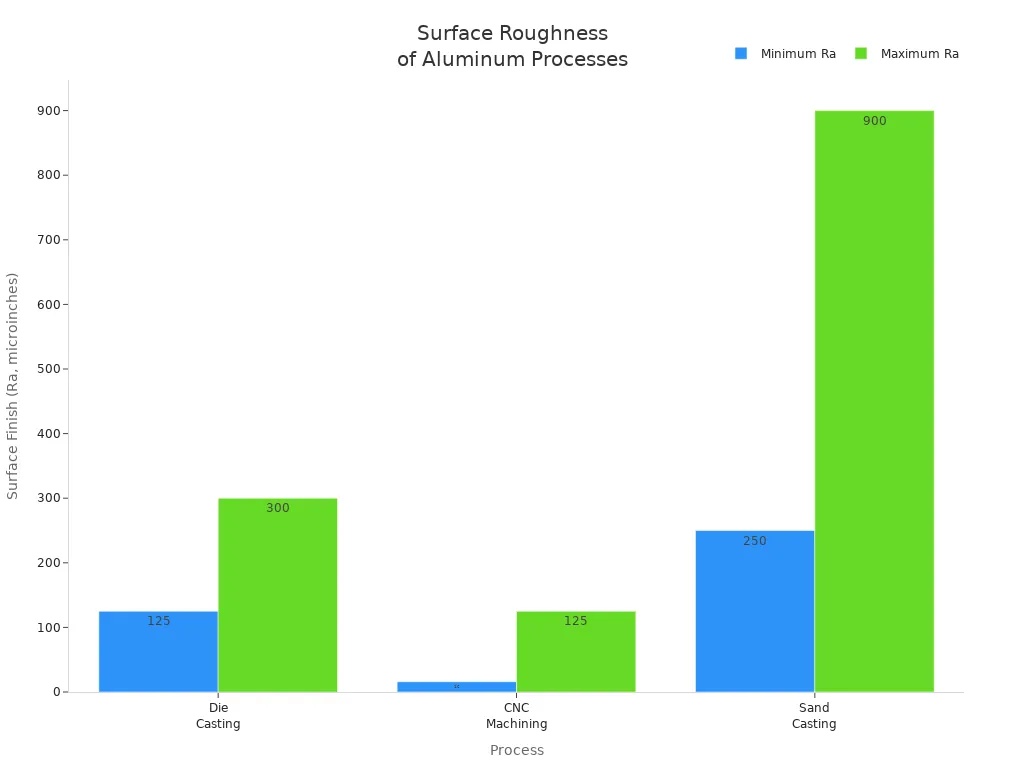
सीएनसी मशीनिंग तुम्हाला अधिक बारीक फिनिशिंग मिळविण्यात कशी मदत करते हे तुम्ही पाहू शकता, ज्यामुळे प्रत्येक घटक दिसायला आणि कामगिरी चांगली होते.
महत्वाचे मुद्दे
- सीएनसी मशीनिंग लक्षणीयरीत्यापृष्ठभागाची सजावट सुधारतेकास्ट अॅल्युमिनियम भागांचे, १६ ते १२५ मायक्रोइंच Ra दरम्यान गुळगुळीत फिनिशिंग प्राप्त करणे.
- सीएनसी मिलिंग आणि टर्निंग प्रक्रिया वापरणेअचूकता वाढवतेआणि भागांची सुसंगतता, घट्ट सहनशीलता आणि चांगली कामगिरी सुनिश्चित करणे.
- पॉलिशिंग आणि अॅनोडायझिंग सारख्या प्रगत फिनिशिंग तंत्रांमुळे केवळ देखावाच सुधारत नाही तर टिकाऊपणा आणि गंज प्रतिकार देखील वाढतो.
कास्ट अॅल्युमिनियम डाय कास्टिंगमध्ये पृष्ठभागाच्या समाप्तीच्या मर्यादा
कास्ट अॅल्युमिनियममधील सामान्य अपूर्णता
जेव्हा तुम्ही कास्ट अॅल्युमिनियमसह काम करता तेव्हा तुम्हाला पृष्ठभागावर काही दोष दिसू शकतात. या दोषांमुळे तुमचे भाग कसे दिसतात आणि कसे कार्य करतात यावर परिणाम होऊ शकतो. येथे काही समस्या तुम्हाला दिसू शकतात:
- पृष्ठभाग पूर्ण करणे ही मोठी भूमिका बजावते.तुमचा भाग किती काळ टिकतो.
- जर फिनिशिंग योग्य नसेल तर गंज प्रतिकार कमी होतो.
- कधीकधी, तो भाग तुम्हाला हवा तितका चांगला दिसत नाही.
तुम्हाला दोन प्रकारचे सच्छिद्रता देखील दिसू शकते. जेव्हा हवा किंवा हायड्रोजन धातूमध्ये अडकतात तेव्हा वायू सच्छिद्रता उद्भवते, ज्यामुळे लहान, गोल छिद्रे पडतात. जेव्हा धातू थंड होतो आणि आकुंचन पावतो तेव्हा संकोचन सच्छिद्रता मोठ्या, विषम आकाराच्या पोकळ्यांमध्ये दिसून येते.
सहिष्णुता आणि सुसंगततेची आव्हाने
तुमचे भाग प्रत्येक वेळी परिपूर्णपणे बसावेत अशी तुमची इच्छा असते. मानक अॅल्युमिनियम डाय कास्टिंग सहसा तुम्हाला ±0.05 मिमी आणि ±0.10 मिमी दरम्यान सहनशीलता देते. खरोखर अचूक कामांसाठी, तुम्ही ±0.01 मिमी पर्यंत खाली जाऊ शकता. ISO 8062-3 आणि NADCA सारखे उद्योग मानक काय शक्य आहे ते मार्गदर्शन करण्यास मदत करतात. तरीही,त्या कडक सहनशीलतेला तोंड देतकठीण असू शकते, विशेषतः जर तुम्हाला प्रत्येक भागासाठी समान परिणाम हवे असतील तर.
डाय कास्टिंगमध्ये भौमितिक निर्बंध
डाय कास्टिंग विशिष्ट आकारांसाठी सर्वोत्तम काम करते. जर तुम्हाला तीक्ष्ण कोपरे, खोल छिद्रे किंवा पातळ भिंतींची आवश्यकता असेल तर तुम्ही अडचणीत येऊ शकता. ही प्रक्रिया तुमचा भाग किती गुंतागुंतीचा असू शकतो यावर मर्यादा घालते. कधीकधी, तुम्हाला हवी असलेली वैशिष्ट्ये मिळविण्यासाठी तुम्हाला तुमची रचना बदलावी लागते किंवा अतिरिक्त पायऱ्या जोडाव्या लागतात.
कास्ट अॅल्युमिनियम एन्हांसमेंटसाठी सीएनसी मशीनिंग प्रक्रिया

सपाटपणा आणि गुळगुळीत पृष्ठभागांसाठी मिलिंग
जेव्हा तुम्हाला तुमचे हवे असेलकास्ट अॅल्युमिनियम भागगुळगुळीत दिसण्यासाठी आणि अनुभवण्यासाठी, सीएनसी मिलिंग ही तुमची सर्वात सोपी प्रक्रिया आहे. मिलिंग मशीन खडबडीत डाग दूर करण्यासाठी आणि सपाट, समान पृष्ठभाग तयार करण्यासाठी तीक्ष्ण, फिरकी साधने वापरतात. असमान भाग दुरुस्त करण्यासाठी आणि तुमचे भाग एकमेकांशी पूर्णपणे जुळतात याची खात्री करण्यासाठी तुम्ही सीएनसी मिलिंगवर अवलंबून राहू शकता. ही प्रक्रिया घट्ट सहनशीलतेपर्यंत पोहोचू शकते, कधीकधी ±0.005 मिमी इतकी अचूक. याचा अर्थ असा की तुमच्या भागांची जाडी आणि गुळगुळीतपणा एकसारखा असेल, जो इंजिन कव्हर्स किंवा मशीन ब्रॅकेटसारख्या गोष्टींसाठी महत्त्वाचा आहे.
सपाटपणा हा एक मोठा मुद्दा आहे. तो तुम्हाला सांगतो की पृष्ठभाग किती गुळगुळीत आणि एकसारखा आहे. जर तुम्हाला दोन भाग अंतरांशिवाय एकत्र बसवायचे असतील, तर तुम्हाला दोन्ही भाग शक्य तितके सपाट हवे आहेत. सीएनसी मिलिंग तुम्हाला कास्टिंगमधून उरलेले अडथळे आणि डिप्स काढून टाकून ते साध्य करण्यास मदत करते. उदाहरणार्थ, MIC-6 अॅल्युमिनियममध्ये एक विशेष धान्य रचना आहे जी तुम्ही मशीनिंग करता तेव्हा सुपर-फ्लॅट फिनिश मिळवणे आणखी सोपे करते.
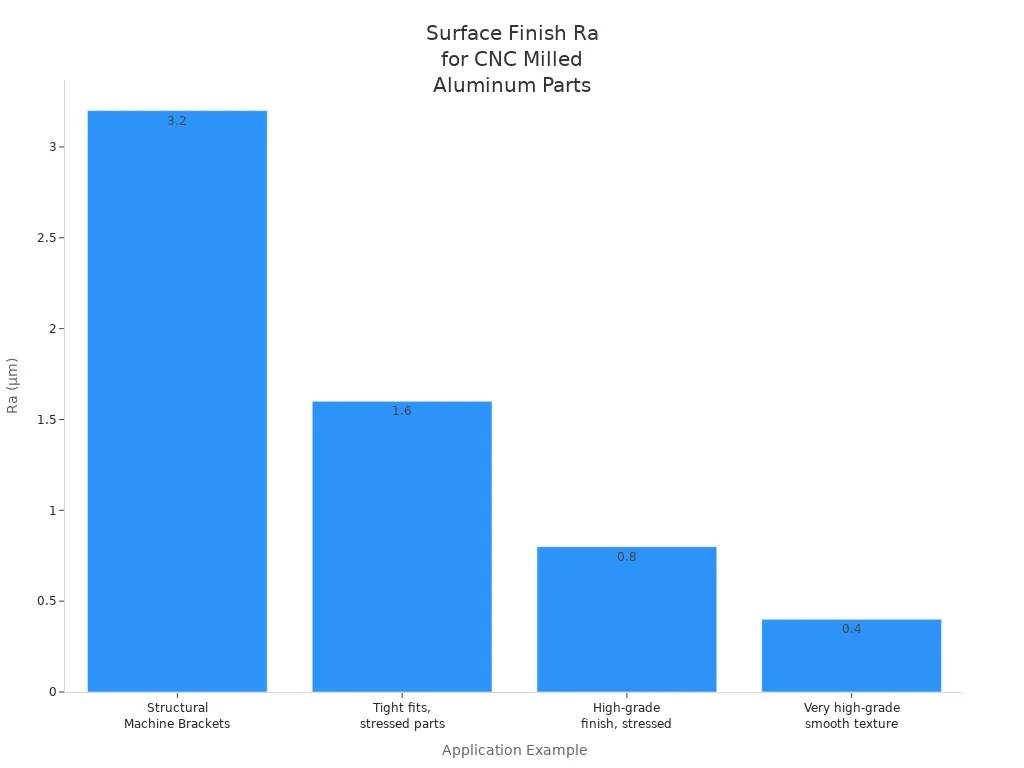
तुमच्या भागाची आवश्यकता काय आहे यावर अवलंबून, तुम्ही पृष्ठभागाच्या फिनिशचे वेगवेगळे स्तर निवडू शकता. येथे काय शक्य आहे यावर एक झलक आहे:
| रा (µm) | अर्ज उदाहरणे | प्रमुख वैशिष्ट्ये |
|---|---|---|
| ३.२ | स्ट्रक्चरल मशीन ब्रॅकेट, ऑटोमोटिव्ह इंजिन कव्हर्स, जनरल टूलिंग फिक्स्चर, मशीन चेसिस | कार्यात्मक वापर, मध्यम ताण |
| १.६ | घट्ट बसणे, भागांवर ताण | किंचित दृश्यमान कट चिन्हे, उत्पादन खर्च २.५% ने वाढला |
| ०.८ | ताणलेल्या भागांसाठी उच्च दर्जाचे फिनिश | फिनिशिंग पास आवश्यक आहेत, उत्पादन खर्चात ५% भर पडते. |
| ०.४ | अतिशय उच्च दर्जाचा गुळगुळीत पोत | कोणतेही निरीक्षणीय कट मार्क्स नाहीत, उत्पादन खर्चात १५% पर्यंत भर पडते. |
जर तुम्हाला असा भाग हवा असेल जो छान दिसतो आणि चांगला काम करतो, तर सीएनसी मिलिंग तुम्हाला हवे असलेले फिनिश मिळविण्याचे नियंत्रण देते.
दंडगोलाकार अचूकतेसाठी वळणे
कास्ट अॅल्युमिनियमपासून गोल किंवा दंडगोलाकार भाग बनवण्याचा सर्वोत्तम मार्ग म्हणजे सीएनसी टर्निंग. मशीन तुमचा भाग फिरवते तर कटिंग टूल त्याला आकार देते. ही प्रक्रिया शाफ्ट, बुशिंग्ज किंवा परिपूर्ण गोल असणे आवश्यक असलेले कोणतेही भाग बनवण्यासाठी परिपूर्ण आहे.
सीएनसी टर्निंगसह तुम्हाला आश्चर्यकारक अचूकता मिळते. हे मशीन ±0.0001 इंच (2.54 मायक्रॉन) इतके घट्ट सहनशीलता धरू शकते. याचा अर्थ तुम्ही बनवलेला प्रत्येक भाग जवळजवळ सारखाच असेल. तुम्हाला मानवी हातांच्या चुकांबद्दल काळजी करण्याची गरज नाही, कारण संगणक सर्वकाही नियंत्रित करतो. ऑटोमोटिव्ह आणि एरोस्पेससारख्या उद्योगांसाठी ही एक मोठी गोष्ट आहे, जिथे लहान चुका देखील समस्या निर्माण करू शकतात.
येथे एक द्रुत तुलना आहे:
| वैशिष्ट्य | सीएनसी टर्निंग | पारंपारिक वळण |
|---|---|---|
| सहनशीलता | ±०.०००१ इंच (२.५४ मायक्रॉन) | साधारणपणे कमी सहनशीलता |
| पुनरावृत्तीक्षमता | उच्च, सातत्यपूर्ण गुणवत्ता | परिवर्तनशील, मानवी चुकांना बळी पडण्याची शक्यता |
| पृष्ठभाग पूर्ण करणे | श्रेष्ठ, बहुतेकदा दुय्यम नसलेले | अतिरिक्त फिनिशिंगची आवश्यकता असू शकते |
| मानवी चूक | कमी केले | चुकांचा धोका जास्त |
सीएनसी टर्निंगसह, तुम्हाला प्रत्येक वेळी गुळगुळीत, अचूक आणि पुनरावृत्ती करता येणारे परिणाम मिळतात.
पॉलिशिंग आणि प्रगत फिनिशिंग पद्धती
मिलिंग किंवा टर्निंग केल्यानंतर, तुम्हाला तुमचे कास्ट अॅल्युमिनियम भाग आणखी चांगले दिसावेत असे वाटेल. तिथेच पॉलिशिंग आणि प्रगत फिनिशिंग येते. या पद्धती तुमचे भाग चमकदार, गुळगुळीत बनवू शकतात किंवा त्यांना एक विशेष पोत देऊ शकतात.
येथे काही लोकप्रिय फिनिशिंग पर्याय आहेत:
- यांत्रिक पॉलिशिंग:लहान अडथळे आणि बरर्स काढण्यासाठी यंत्रे पृष्ठभागाला बारीक करतात आणि पॉलिश करतात.
- रासायनिक पॉलिशिंग:रसायने ऑक्साईड थर काढून पृष्ठभाग गुळगुळीत करतात.
- इलेक्ट्रोकेमिकल पॉलिशिंग:अतिशय गुळगुळीत फिनिशसाठी वीज आणि रसायनांचा वापर केला जातो.
- अचूक यांत्रिक पॉलिशिंग:अतिरिक्त गुळगुळीतपणासाठी उच्च-परिशुद्धता साधनांसह अनेक पायऱ्या.
- अति-परिशुद्धता पॉलिशिंग:शक्य तितक्या गुळगुळीत फिनिशसाठी लेसर किंवा आयन बीम सारखे प्रगत तंत्रज्ञान.
- पृष्ठभाग निष्क्रियता:पॉलिशिंगनंतर गंज प्रतिकार पुनर्संचयित करते, बहुतेकदा एनोडायझिंग वापरून.
तुम्ही व्हायब्रेटरी फिनिशिंग आणि शॉट ब्लास्टिंग सारख्या पद्धती देखील वापरू शकता. व्हायब्रेटरी फिनिशिंग तुमचे भाग एका विशेष माध्यमासह एका बाऊलमध्ये ठेवते जे त्यांना हळूवारपणे पॉलिश करते आणि डिबर करते. शॉट ब्लास्टिंग एकसमान, मॅट पृष्ठभाग तयार करण्यासाठी हाय-स्पीड कणांचा वापर करते. या तंत्रांमुळे तुमचे भाग कोटिंगसाठी तयार होतात किंवा ते छान दिसतात.
जर तुम्हाला रंग किंवा अतिरिक्त संरक्षण जोडायचे असेल, तर तुम्ही हे वापरून पाहू शकता:
- अॅनोडायझिंग:झीज आणि गंज प्रतिकार करणारा एक कठीण, रंगीत थर जोडते.
- पावडर लेप:जवळजवळ कोणत्याही रंगात मजबूत, एकसमान फिनिश देते.
- सँडब्लास्टिंग:मॅट लूक तयार करते आणि पृष्ठभाग अधिक फिनिशिंगसाठी तयार करते.
यांत्रिक आणि रासायनिक फिनिशिंगचे स्वतःचे स्वरूप आणि फायदे आहेत. येथे एक जलद मार्गदर्शक आहे:
| यांत्रिक फिनिश | पृष्ठभागाचे स्वरूप | अर्ज पद्धत | सामान्य उपयोग |
|---|---|---|---|
| घासणे | दिशात्मक, साटन फिनिश | अपघर्षक ब्रशेस/पॅड | स्थापत्य डिझाइन |
| पॉलिशिंग | गुळगुळीत, परावर्तक | प्रगतीशील अपघर्षक | सजावटीचे आणि संरक्षणात्मक अनुप्रयोग |
| ब्लास्ट फिनिशिंग | एकसमान मॅट | उच्च-वेगाचे कण | कोटिंग्जसाठी पूर्व-प्रक्रिया |
सीएनसी मशिनिंग वापरून कास्टिंगमधील दोष दुरुस्त करणे
कधीकधी, कास्ट अॅल्युमिनियमचे भाग लहान दोषांसह साच्यातून बाहेर पडतात.सीएनसी मशीनिंग दुरुस्त करू शकतेयापैकी बरेच प्रश्न आहेत, त्यामुळे तुम्हाला तो भाग फेकून देण्याची गरज नाही.
तुम्ही दुरुस्त करू शकता अशा सर्वात सामान्य दोषांमध्ये हे समाविष्ट आहे:
- सच्छिद्रता:अडकलेल्या वायूमुळे होणारे लहान छिद्र किंवा खिसे. सीएनसी मशीनिंगमुळे ते पृष्ठभागावरून काढून टाकता येतात, ज्यामुळे भाग मजबूत आणि गळती-प्रतिरोधक बनतो.
- आकार दोष:चुकीच्या पद्धतीने संरेखित केलेली वैशिष्ट्ये किंवा खडबडीत कडा यासारख्या समस्या. सीएनसी मशीन्स या भागांना परिपूर्ण फिटिंगसाठी ट्रिम आणि आकार देऊ शकतात.
| कास्टिंग दोष | वर्णन |
|---|---|
| सच्छिद्रता | जेव्हा गॅस अडकल्याने खिसे किंवा खड्डे तयार होतात, ज्यामुळे गळती होते तेव्हा असे होते. |
| आकारातील दोष | चुकीच्या संरेखनामुळे किंवा विकृतीमुळे उद्भवते, ज्यामुळे अपूर्ण वैशिष्ट्ये निर्माण होतात. |
सीएनसी मशिनिंग वापरून, तुम्ही दोषपूर्ण कास्ट अॅल्युमिनियम भागाला तुमच्या गरजा पूर्ण करणाऱ्या उच्च-गुणवत्तेच्या घटकात बदलू शकता.
कास्ट अॅल्युमिनियम भागांसाठी सीएनसी मशीनिंगचे फायदे
वाढलेले स्वरूप आणि दृश्य गुणवत्ता
तुमचे भाग तीक्ष्ण आणि व्यावसायिक दिसावेत अशी तुमची इच्छा आहे. सीएनसी मशीनिंग तुम्हाला ते साध्य करण्यास मदत करते. प्रगत फिनिशिंग तंत्रांसह, तुम्ही तुमच्या कास्ट अॅल्युमिनियम घटकांसाठी तुम्हाला हवा असलेला अचूक लूक निवडू शकता. काही लोकप्रिय पर्याय तपासा:
| तंत्र | वर्णन | फायदे |
|---|---|---|
| मणी फोडणे | मॅट फिनिशसाठी अॅब्रेसिव्ह मीडिया वापरते. | टूलच्या खुणा काढून टाकते, पेंट चिकटपणा सुधारते, गुळगुळीतपणा जाणवते. |
| पावडर कोटिंग | पॉलिमर पावडर लावते आणि उष्णतेने बरे होते | उत्तम गंज प्रतिकार, मजबूत चिकटपणा, अनेक फिनिशिंग्ज |
| आरसा पॉलिशिंग | चमकदार, परावर्तित पृष्ठभागासाठी अचूक फिनिशिंग | घर्षण कमी करते, गंज प्रतिरोधकता वाढवते, ऑप्टिकल स्पष्टता वाढवते |
| ब्रश केलेले फिनिशिंग | एकसमान धान्य नमुना तयार करते | अद्वितीय पोत, परिमाण स्थिर ठेवते |
| अॅनोडायझिंग | अॅल्युमिनियमवर ऑक्साईडचा थर तयार करतो | अधिक गंज प्रतिकार, कठीण पृष्ठभाग, रंग पर्याय |
या पद्धतींमुळे तुमचे भाग वेगळे दिसतात आणि जास्त काळ टिकतात.
सुधारित तंदुरुस्ती, कार्य आणि कामगिरी
तुमचे भाग एकमेकांशी परिपूर्णपणे जुळले पाहिजेत. सीएनसी मशीनिंगमुळे घट्ट सहनशीलता आणि अचूक फिटिंग मिळते, याचा अर्थ असेंब्लीमध्ये कमी समस्या येतात आणि चांगले कार्यप्रदर्शन होते. सीएनसी मशीनिंग कशी मदत करते ते येथे आहे:
| सीएनसी मशिनिंगचे योगदान | वर्णन |
|---|---|
| कडक सहनशीलता | सुरळीत असेंब्लीसाठी भाग अचूक माप पूर्ण करतात |
| अचूक फिट | घटक अखंडपणे बसतात, चुका कमी करतात. |
| उच्च-परिशुद्धता CAD मॉडेलिंग | तुमचे डिझाइन अंतिम उत्पादनाशी जुळते याची खात्री करते. |
जेव्हा तुमचे सुटे भाग योग्यरित्या बसतात तेव्हा तुमची मशीन्स चांगली चालतात आणि जास्त काळ टिकतात.
वाढलेली टिकाऊपणा आणि सेवा आयुष्य
तुमचे कास्ट अॅल्युमिनियम भाग कठीण कामांना सामोरे जावेत आणि काम करत राहावेत अशी तुमची इच्छा आहे. सीएनसी मशीनिंग उष्णता, टूल वेअर आणि मशीनिंग पॅरामीटर्स नियंत्रित करून मदत करते. हे तुमचे भाग मजबूत आणि विश्वासार्ह ठेवते. सीएनसी मशीनिंग टिकाऊपणा वाढवण्याचे काही मार्ग येथे आहेत:
- उष्णता व्यवस्थापित करण्यासाठी आणि पृष्ठभागांचे संरक्षण करण्यासाठी कटिंग फ्लुइड वापरते.
- योग्य थंडीसह उच्च कटिंग गती राखते.
- वार्पिंग किंवा विकृती टाळण्यासाठी मशीनिंग सेटिंग्ज समायोजित करते.
टीप: जेव्हा तुम्ही सीएनसी मशीनिंग वापरता तेव्हा तुम्हाला असे भाग मिळतात जे जास्त काळ टिकतात आणि चांगले कार्य करतात, अगदी कठीण वातावरणातही.
सीएनसी मशीनिंगमुळे तुम्हाला गुळगुळीत, अधिक विश्वासार्ह कास्ट अॅल्युमिनियम भाग मिळतात. तुम्हाला चांगले लूक, घट्ट फिटिंग आणि जास्त काळ टिकणारे घटक मिळतात. अनेक उद्योग या प्रक्रियेवर अवलंबून असतात:
| उद्योग | वापरण्याचे कारण |
|---|---|
| ऑटोमोटिव्ह | हलके, टिकाऊ इंजिन आणि चेसिसचे भाग |
| एरोस्पेस | विमानांसाठी उच्च ताकद-ते-वजन गुणोत्तर |
| बांधकाम | संरचनांसाठी गंज प्रतिकार |
| सागरी | हलके, गंज-प्रतिरोधक घटक |
| इलेक्ट्रॉनिक्स | उपकरणांसाठी अचूक भाग |
| ग्राहकोपयोगी वस्तू | अनेक उत्पादनांमध्ये बहुमुखी वापर |
| वैद्यकीय उपकरणे | विषारी नसलेली, निर्जंतुकीकरण करण्यास सोपी उपकरणे |
सीएनसी फिनिशिंगमध्ये गुंतवणूक केल्याने तुम्हाला प्रत्येक वेळी सर्वोच्च मानके पूर्ण करण्यास मदत होते.
वारंवार विचारले जाणारे प्रश्न
सीएनसी मशीनिंग कास्ट अॅल्युमिनियम नंतर तुम्ही कोणत्या पृष्ठभागावरील फिनिशची अपेक्षा करू शकता?
तुम्हाला साधारणपणे १६ ते १२५ मायक्रोइंच रा दरम्यान गुळगुळीत फिनिश मिळते. सीएनसी मशीनिंगमुळे खडबडीत डाग दूर होतात आणि तुमचे भाग पॉलिश केलेले दिसतात.
टीप: विशेष प्रकल्पांसाठी तुम्ही अधिक बारीक फिनिश निवडू शकता.
सीएनसी मशीनिंगमुळे कास्ट अॅल्युमिनियम भागांची ताकद सुधारते का?
हो, तुम्हाला अधिक मजबूत भाग मिळतात. सीएनसी मशीनिंग कमकुवत भाग आणि दोष दूर करते, त्यामुळे तुमचे घटक जास्त काळ टिकतात आणि चांगले कार्य करतात.
तुम्ही सीएनसी मशीनिंगला इतर फिनिशिंग पद्धतींसोबत एकत्र करू शकता का?
नक्कीच! तुम्ही प्रथम सीएनसी मशीनिंग वापरू शकता, नंतर एनोडायझिंग, पावडर कोटिंग किंवा पॉलिशिंग जोडू शकता. हे तुम्हाला एक कस्टम लूक आणि अतिरिक्त संरक्षण देते.
| फिनिशिंग पद्धत | फायदा |
|---|---|
| अॅनोडायझिंग | गंज प्रतिकार |
| पावडर कोटिंग | रंग पर्याय |
| पॉलिशिंग | चमकदार पृष्ठभाग |
पोस्ट वेळ: सप्टेंबर-०३-२०२५